0501015. Fiche technique WR Deep Dive : spécifications, données de test et limites
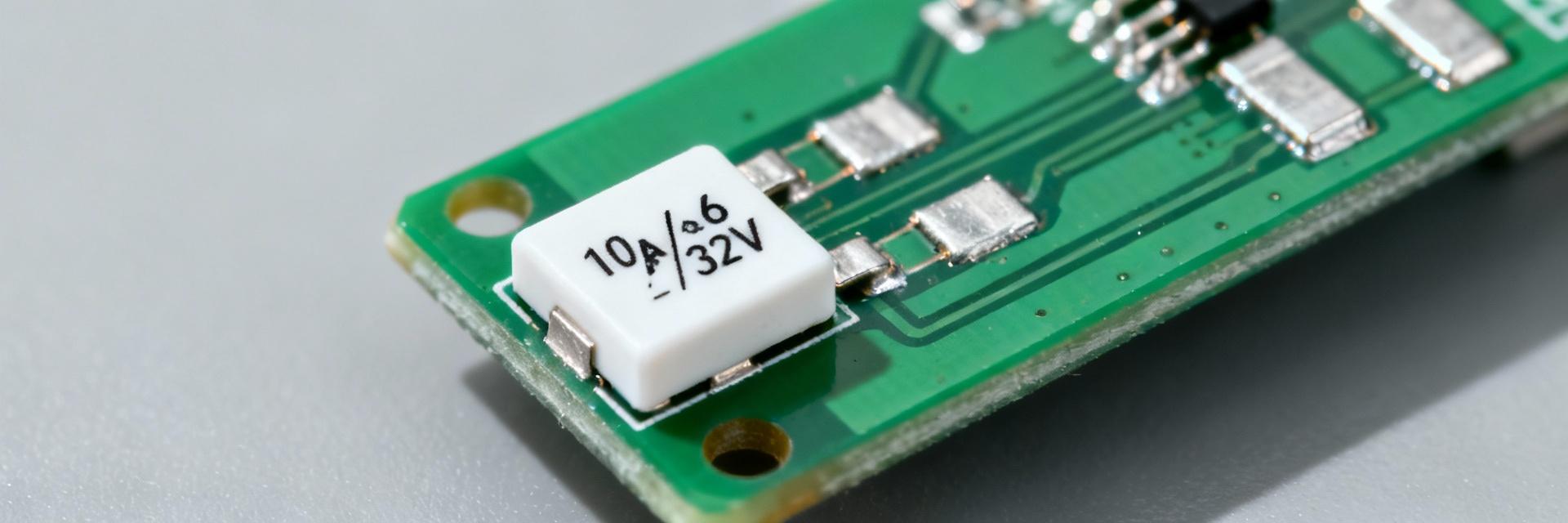
Aperçu rapide : Ce qu'est le 0501015.WR et où il s'intègre Aperçu des caractéristiques clés Les spécifications de base de la fiche technique établissent des enveloppes de fonctionnement sûres. Le composant est un fusible CMS 1206 à action rapide calibré pour 15 A continus et 32 VDC maximum. Son pouvoir de coupure de 150 A à 32 VDC et sa construction à corps en céramique définissent sa masse thermique et son comportement au soudage. Applications typiques Les applications typiques incluent la protection contre les surintensités au niveau de la carte pour les VRM, les convertisseurs CC-CC et les rails de batterie basse tension. Les concepteurs choisissent ce composant lorsque l'espace et l'interruption rapide des défauts de courte durée l'emportent sur le besoin d'un comportement temporisé. Analyse approfondie de la fiche technique : Spécifications électriques et mécaniques Spécifications électriques Les spécifications électriques dictent les pertes, l'élévation thermique et la gestion des défauts. La résistance à froid en courant continu de ≈0,0025 Ω implique des pertes I·R d'environ 0,056 W à 15 A. Vérifiez toujours votre courant de défaut et l'énergie passante disponible par rapport à l'I²t du fusible pour garantir une interruption sûre sans endommager la carte. Paramètre Valeur Référence visuelle Courant continu 15 A Tension nominale 32 VDC Pouvoir de coupure 150 A @ 32 VDC Résistance à froid CC ≈0.0025 Ω Impédance ultra-basse Temp de fonctionnement −55°C à +150°C Gamme industrielle étendue Spécifications mécaniques et thermiques Les spécifications mécaniques et thermiques contraignent l'assemblage. Utilisant l'empreinte 1206, le corps en céramique offre une stabilité thermique mais est fragile. Respectez les limites de force de placement (pick-and-place) et les températures de crête de refusion pour éviter les microfractures. Limites de performance et données de test Courbes temps-courant et I²t Les courbes temps-courant sont l'outil de conception principal. Pour vérifier un profil d'appel de courant, tracez la crête et la durée sur la courbe : si le courant d'appel se situe à gauche de la courbe de maintien, le fusible sautera. Utilisez les points de la fiche technique pour calculer l'I²t requis pour les défauts les plus critiques. Tests de laboratoire recommandés Mesure de la résistance à froid CC Continuité au courant nominal dans le temps Test d'interruption à la tension nominale Cyclage thermique et tolérance à la refusion de soudure Directives de conception et d'application Disposition du circuit imprimé et masse thermique Minimisez les grandes zones de cuivre touchant les pastilles à moins qu'un refroidissement ne soit prévu. Une masse thermique excessive réduit l'élévation de température du fusible mais peut modifier le comportement de fusion. Définissez des zones d'exclusion pour les arcs de défaut élevés. Déclassement et environnement Appliquez les courbes de déclassement thermique pour les conditions ambiantes supérieures à 25 °C. Tenez compte de l'altitude et de la ventilation du boîtier — l'orientation du montage peut modifier considérablement le refroidissement par convection. Dépannage et liste de contrôle exploitable Modes de défaillance courants Les défaillances proviennent généralement d'une surintensité, d'un stress thermique ou de dommages lors de l'assemblage. Dépannage par étapes : mesurez la résistance CC, inspectez les joints de soudure et examinez les journaux de refusion avant de reproduire les défauts sur un banc avec un courant contrôlé. Liste de contrôle de sélection pour un remplacement sûr ✔ Correspondance de l'empreinte 1206 ✔ Courant continu (15 A) ✔ Tension nominale (32 VDC) ✔ Pouvoir de coupure (≥150 A) ✔ Caractéristique à action rapide ✔ Valeurs de résistance CC et I²t Résumé Le 0501015.WR est un fusible CMS haute performance 1206 à action rapide de 15 A, avec une tension nominale de 32 VDC et une capacité d'interruption d'environ 150 A. La lecture de ses courbes temps-courant, la vérification de l'I²t par rapport à votre énergie de défaut et l'application des règles de déclassement de la fiche technique sont essentielles pour éviter toute erreur d'application. Utilisez la liste de contrôle fournie et les tests au banc pour confirmer le comportement dans le contexte spécifique de votre carte. Points clés à retenir Validez la résistance CC (~0,0025 Ω) pour estimer l'échauffement thermique. Annotez les courbes temps-courant avec le courant d'appel attendu. La masse thermique et le cuivre à proximité modifient considérablement le déclassement effectif. Foire aux questions Quelles étapes de test valident les performances du 0501015.WR sur mon banc ? + Effectuez une mesure de résistance à froid CC, confirmez la continuité au courant continu nominal pendant la durée spécifiée, effectuez des tests d'interruption à des courants et tensions de défaut représentatifs, exécutez des profils de surtension/appel correspondant à l'application et effectuez des inspections après refusion. Critères de réussite : pas d'ouverture au courant nominal ; interruption réussie sans arc. Comment dois-je déclasser le 0501015.WR pour les boîtiers à température ambiante élevée ? + Utilisez la courbe de déclassement thermique de la fiche technique : réduisez le courant continu selon la courbe pour les conditions ambiantes et de boîtier observées. Si la fiche technique indique un facteur de déclassement, appliquez-le ; sinon, réduisez prudemment le courant nominal d'un pourcentage par tranche de 10 °C au-dessus de la base et réévaluez avec une simulation thermique. Quelles sont les vérifications rapides de nomenclature pour remplacer un 0501015.WR en toute sécurité ? + Faites correspondre l'empreinte du boîtier (1206), le courant continu (15 A), la tension (32 VDC), le pouvoir de coupure (≥150 A), la caractéristique de fusion (rapide), la température de fonctionnement et la résistance CC/valeurs I²t. Vérifiez la courbe temps-courant et la tolérance à la refusion du candidat — si l'un des paramètres est inférieur, le remplacement n'est pas sûr.
2026-01-26 12:07:50