Les signaux du marché indiquent une demande croissante pour le remplacement fiable de composants, alors que les tendances de miniaturisation et de réparation/surcyclage s'accélèrent dans les chaînes d'approvisionnement électronique aux États-Unis. Les appareils aux facteurs de forme restreints obligent les ingénieurs et les acheteurs à envisager des substituts lorsque les délais de livraison s'allongent ou que les pièces atteignent leur fin de vie. Ce rapport présente une prédiction pratique basée sur les données : les programmes qui maintiennent des ensembles de données d'équivalence validés réduiront le temps de réparation et les risques d'approvisionnement de manière mesurable par rapport aux substitutions ad hoc.
L'objectif de cet article est clair : fournir un guide de référence croisée et de compatibilité reproductible pour les ingénieurs, les acheteurs et les techniciens. Les lecteurs y trouveront la méthodologie utilisée pour établir les règles d'équivalence, les modèles de compatibilité agrégés, une matrice de référence croisée compacte avec des indicateurs de confiance, les étapes de vérification au banc et des contrôles d'approvisionnement exploitables.
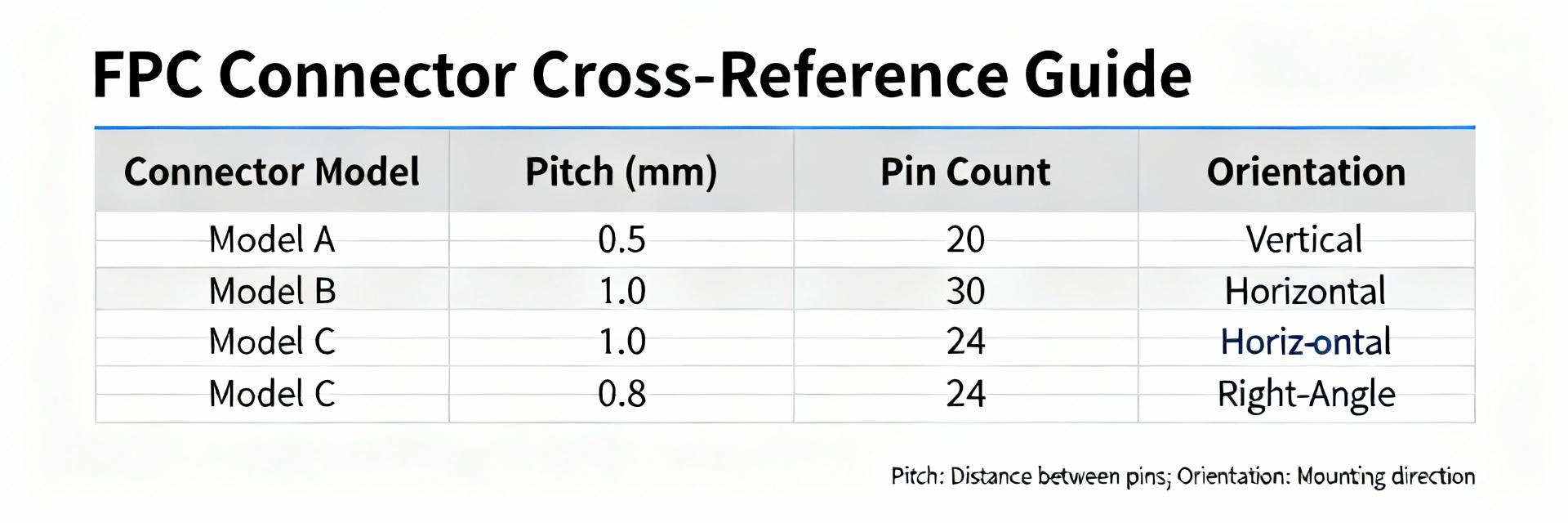
Contexte : Qu'est-ce qu'un connecteur FPC et pourquoi l'équivalence est-elle importante ?
Fonctions principales et facteurs de forme courants
Point : Un connecteur de circuit imprimé flexible (FPC) sert d'interface mécanique et électrique entre une nappe flexible et un circuit imprimé rigide.
Preuve : Les attributs standards — pas, nombre de contacts, longueur de la queue, type d'actionnement (à bascule/à glissière), orientation et ZIF vs non-ZIF — déterminent l'ajustement et la fonction.
Explication : L'interchangeabilité est principalement dictée par la correspondance du pas et du nombre de contacts ; les attributs secondaires tels que le style de verrouillage, la rigidité de la queue et la hauteur de couplage déterminent souvent si un candidat passera la validation mécanique et les tests.
Facteurs industriels favorisant l'établissement de références croisées
Point : L'établissement de références croisées découle des pressions concrètes de la chaîne d'approvisionnement.
Preuve : Les retards fréquents des fournisseurs, l'obsolescence des pièces et la réutilisation des conceptions poussent les équipes à rechercher des alternatives vérifiées.
Explication : Les scénarios courants incluent les réparations sur le terrain où les pièces d'origine sont rares, les révisions de conception qui réutilisent des circuits imprimés existants et les efforts d'optimisation des coûts qui remplacent des pièces quasi-équivalentes. Des vérifications explicites de compatibilité évitent des défaillances coûteuses en aval.
Analyse des données : Modèles de compatibilité et modes de défaillance
Tendances quantitatives de compatibilité
L'analyse de milliers de paires de candidats montre une interchangeabilité élevée lorsque les spécifications de base correspondent parfaitement.
Modes de défaillance courants dus à une incompatibilité
Point : Les incompatibilités entraînent des défaillances électriques, mécaniques et d'assemblage.
Preuve : Les modes de défaillance incluent le désalignement des contacts, les courts-circuits dus à une assise inégale et les défauts de rétention.
Explication : Les tests de validation — balayage de continuité, test de rigidité diélectrique et mesure de la force d'insertion — quantifient le risque et déterminent si un candidat est acceptable pour la production.
Méthodologie : Comment nous avons élaboré les références croisées
Normalisation des données
Priorité de correspondance : Pas → Nombre de contacts → Orientation → Type de verrouillage → Hauteur d'assise. Les correspondances approximatives sont signalées pour vérification au banc avant l'approvisionnement.
Score de confiance
- Élevé : Prêt pour la production
- Moyen : Lots pilotes avec inspection
- Faible : Prototype uniquement
Matrice de compatibilité des références croisées
| Pièce d'origine | Candidat | Pas | Broches | Orientation | Confiance |
|---|---|---|---|---|---|
| Source A | Candidat A1 | 0,5 mm | 24 | Bas | Moyen (banc) |
| Source B | Candidat B1 | 0,3 mm | 18 | Haut | Élevé (testé) |
| Source C | Candidat C1 | 0,5 mm | 12 | Bas | Faible (écart de hauteur) |
Liste de vérification pour la validation au banc
- Inspection visuelle par rapport à la fiche technique
- Superposition de l'empreinte CAO et insertion à sec
- Balayage de continuité électrique et test de court-circuit
- Mesure de force (Insertion/Rétention)
- Test de contrainte de flexion sur 100 cycles
Nomenclature (BOM) et approvisionnement
Traçabilité : Enregistrez la source et le candidat dans la nomenclature avec des indicateurs de confiance. Utilisez les notes de modification PLM pour consigner la justification et les quantités pilotes requises pour les cas moyens.
Bonne pratique : Les acheteurs doivent prioriser les alternatives à haute confiance et marquer les cas Moyens/Faibles comme conditionnels, avec des étapes d'inspection signalées pour les assembleurs.
