Análisis profundo de la hoja de datos del 0452003.MRL: Especificaciones y huella
En los diseños de PCB modernos, una gran parte de los rediseños de placas en etapas finales y las fallas en el campo se deben a especificaciones de componentes desajustadas o patrones de tierra incorrectos. Este análisis profundo explica qué parámetros eléctricos y mecánicos deben asegurar los diseñadores para evitar costosos errores y retrabajos.
El artículo desglosa las especificaciones eléctricas, los límites térmicos y de confiabilidad, y proporciona una lista de verificación de huella y patrón de tierra lista para usar en el diseño de PCB. Los lectores obtendrán tablas de referencia rápida, pasos de medición/verificación y líneas de listas de verificación listas para copiar y pegar en las bibliotecas CAD y notas de BOM.
Descripción general del producto y especificaciones clave
Qué es el 0452003.MRL
El 0452003.MRL es un fusible de retardo de tiempo de montaje superficial y fusión lenta dimensionado para la protección de circuitos a nivel de placa, clasificado para protección de corriente baja a moderada donde ocurren picos de corriente controlados o sobrecargas de corta duración.
- •Punto: Protección de retardo de tiempo de montaje superficial.
- •Evidencia: Los valores nominales de corriente y voltaje CA/CC definen su clase.
- •Acción: Sincronizar los valores de la biblioteca CAD con los datos del fabricante.
Resumen de especificaciones de un vistazo
| Parámetro | Valor típico |
|---|---|
| Corriente nominal | 3 A |
| Voltaje nominal | 125 VCA / 125 VCC |
| Capacidad de interrupción (IR) | 35 A @ voltaje especificado |
| Encapsulado / Serie | Nano 2 / Familia 452 |
| I²t típico | Ver curva tiempo-corriente |
Rendimiento eléctrico y límites térmicos
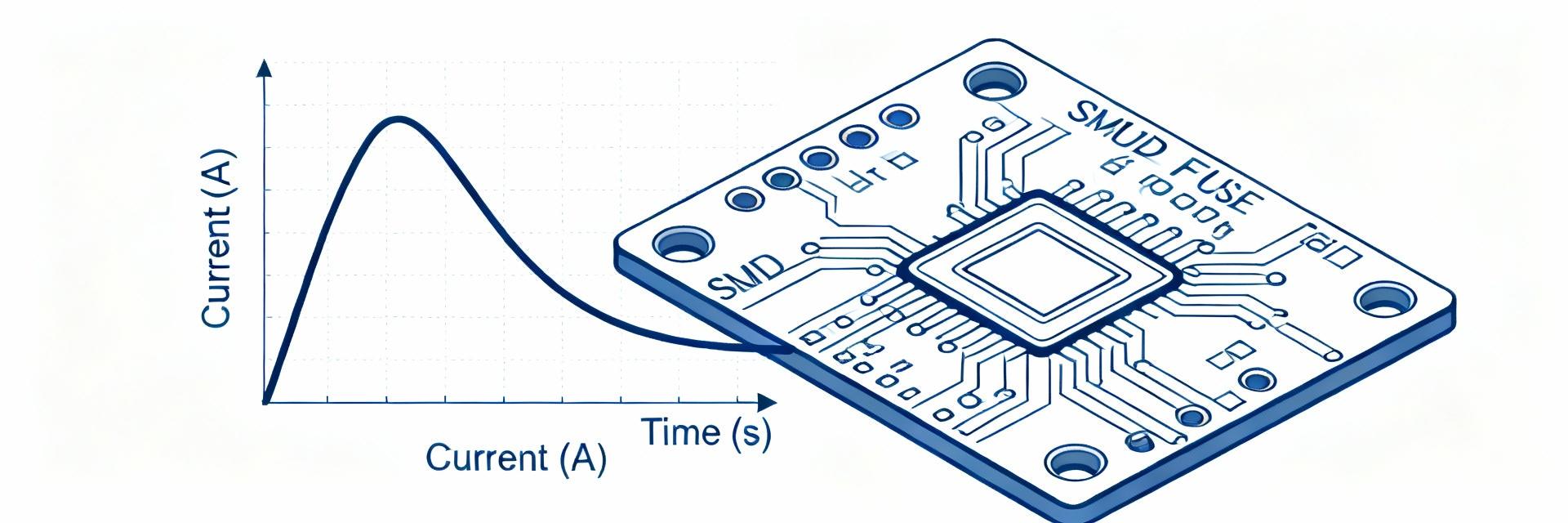
Característica tiempo-corriente y comportamiento de irrupción
La curva tiempo-corriente define cuánto tiempo tolera el fusible una sobrecorriente antes de abrirse. Las curvas de fusión lenta están diseñadas específicamente para permitir grandes corrientes de irrupción de corta duración, típicas de motores o bancos de capacitores. Al comparar la I²t de irrupción esperada con la curva del fusible, los diseñadores pueden predecir el margen y asegurar la confiabilidad.
Acción: Calcular la I²t de irrupción en el peor de los casos y graficarla frente a la curva del fusible titulada "Curva tiempo-corriente del 0452003.MRL" para verificación.
Voltaje nominal, capacidad de interrupción y reducción de potencia (derating)
El voltaje nominal CA/VCC establece el voltaje máximo de operación segura del sistema, mientras que la capacidad de interrupción (IR) limita la eliminación segura de corrientes de falla. Las altas temperaturas ambientales o el espaciado denso en la PCB reducen el margen térmico.
Regla típica de derating: Reducir la corriente nominal entre un 10% y un 20% para temperaturas ambientales elevadas.
Dimensiones mecánicas y requisitos de huella
Dimensiones mecánicas exactas
Las dimensiones críticas incluyen la longitud total, el ancho, la altura y las distancias centrales de los terminales/pads. Utilice el contorno del cuerpo general como zona de exclusión y el espaciado central de los pads para la holgura eléctrica.
Patrón de tierra de PCB y guía de esténcil
Los tamaños de pad correctos y las aperturas del esténcil determinan la confiabilidad de la unión de soldadura. Use pads ligeramente alargados para facilitar la inspección o la soldadura manual, y una apertura del 60%–80% para los esténciles.
Nota de implementación:
Especifique el "patrón de tierra de PCB del 0452003.MRL" en las notas de fabricación para asegurar la precisión del montaje.
Consideraciones de montaje, soldadura y confiabilidad
Perfil y límites de soldadura
Exceder la temperatura máxima o el tiempo por encima del liquidus conduce a la degradación de los elementos internos. La soldadura manual debe evitar el calentamiento directo del cuerpo del fusible.
Pruebas ambientales
Los ciclos térmicos, la humedad y las pruebas de vibración revelan fallas latentes. Esté atento al aumento de la resistencia (ΔR) o a aperturas intermitentes después de las pruebas de estrés.
- Resistencia al choque térmico
- Tolerancia al empapado por humedad
- Resiliencia a la vibración mecánica
Consejos de comparación y selección
Cuándo elegir esta pieza frente a alternativas cercanas
La selección depende del margen de corriente, las necesidades de IR y la tolerancia a la irrupción. Elija este fusible compacto de fusión lenta cuando se esperen pulsos de irrupción y un IR moderado sea suficiente. Si las corrientes de falla superan los 35 A, considere un tamaño de caja más grande o una variante con IR más alto.
*Anote siempre carrete vs. cinta cortada en la BOM.
Lista de verificación rápida y pasos de implementación
Pre-diseño (Preparación CAD)
- Confirmar valores nominales de corriente continua/interrupción.
- Reservar zonas de exclusión y de alivio térmico.
- Establecer acabado de pad y orientación SMD.
- Validar aperturas de esténcil y holguras de máscara.
- Documentar sujeciones mecánicas para vibración.
Post-diseño (Validación)
- Realizar muestras de soldabilidad en prototipos.
- Realizar pruebas funcionales de irrupción con sondas.
- Termografía para detectar puntos calientes.
- Inspección visual del filete de soldadura (primer artículo).
- Verificar que la resistencia ΔR se mantenga dentro de los límites.
Resumen clave
- Verificar límites eléctricos: Asegúrese de que la capacidad de interrupción y el valor nominal continuo tengan el margen adecuado para evitar aperturas accidentales.
- Optimizar la huella: El dimensionamiento correcto de los pads y la holgura de la máscara son esenciales para filetes de soldadura confiables.
- Validación en dos pasos: Utilice la lista de verificación previa al diseño para el desarrollo y las pruebas posteriores al diseño para la verificación del montaje.
