0501015.Hoja de datos WR Análisis profundo: especificaciones, datos de prueba y límites
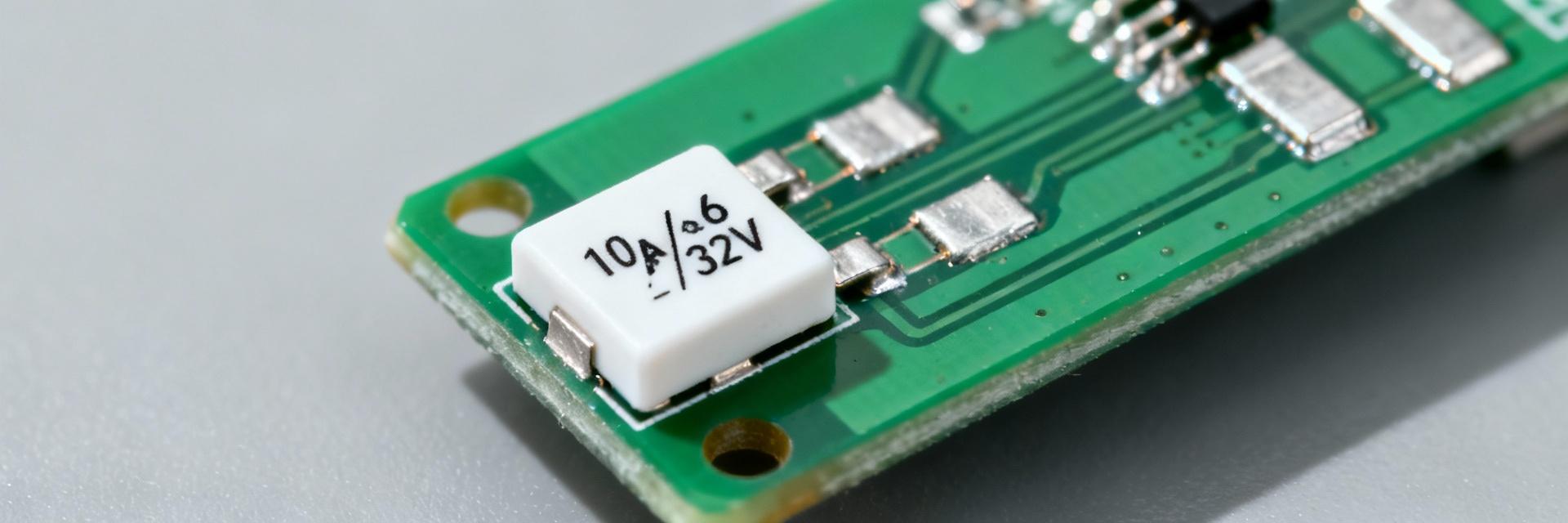
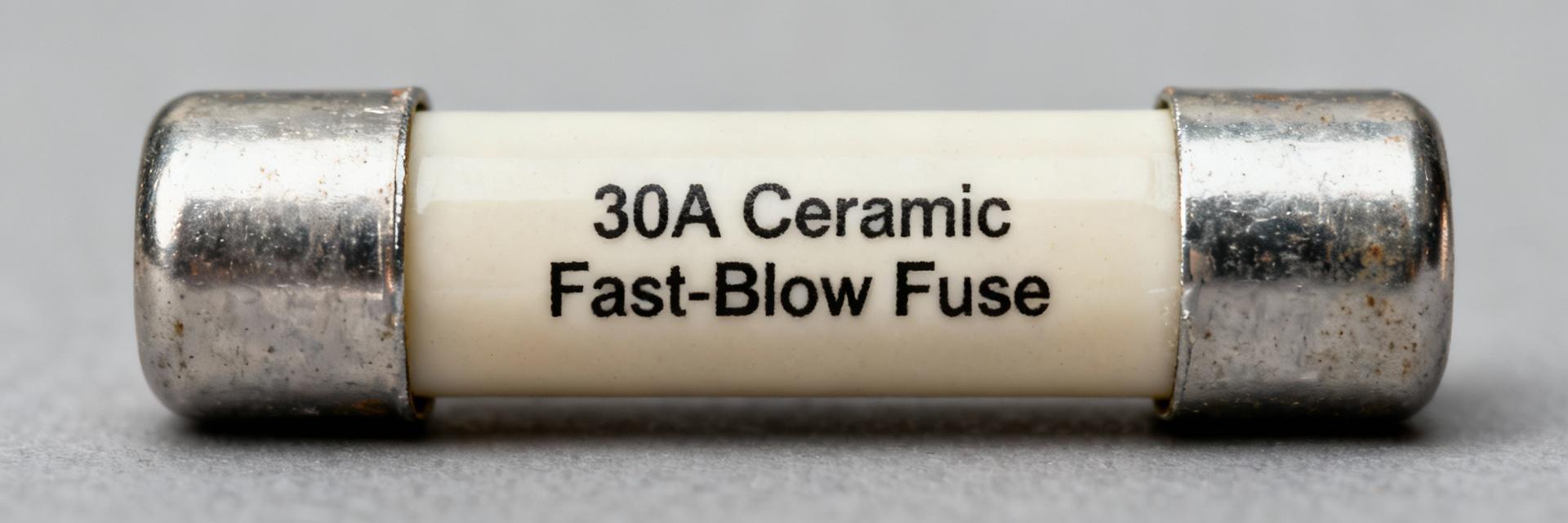
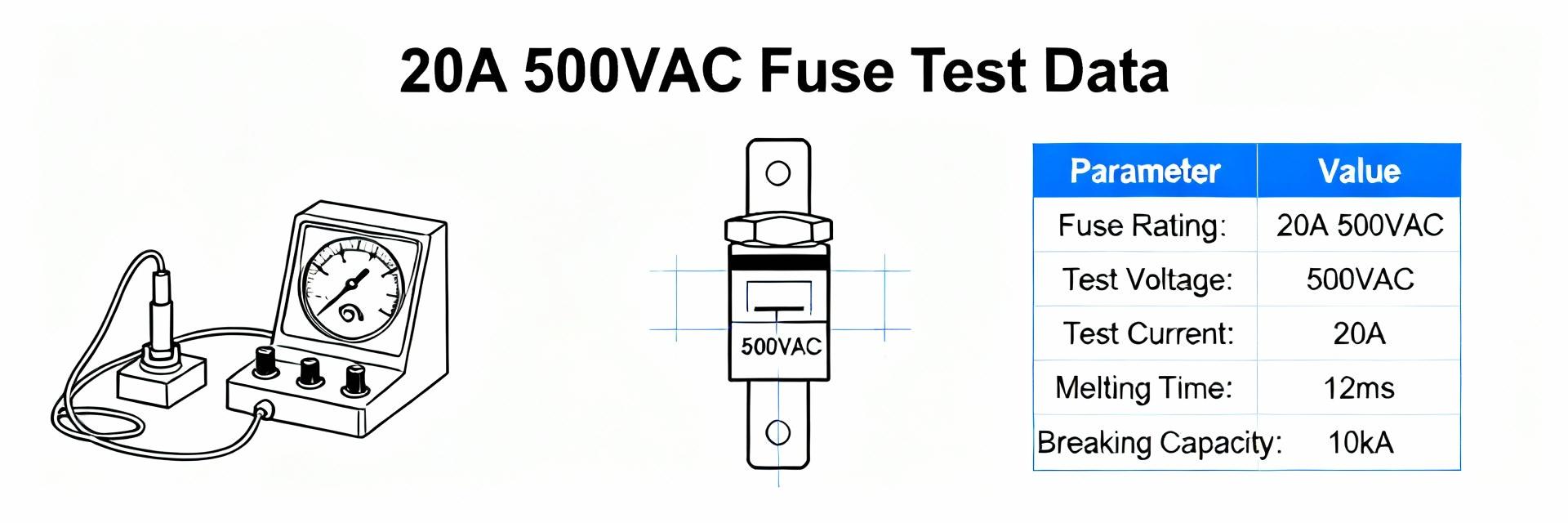
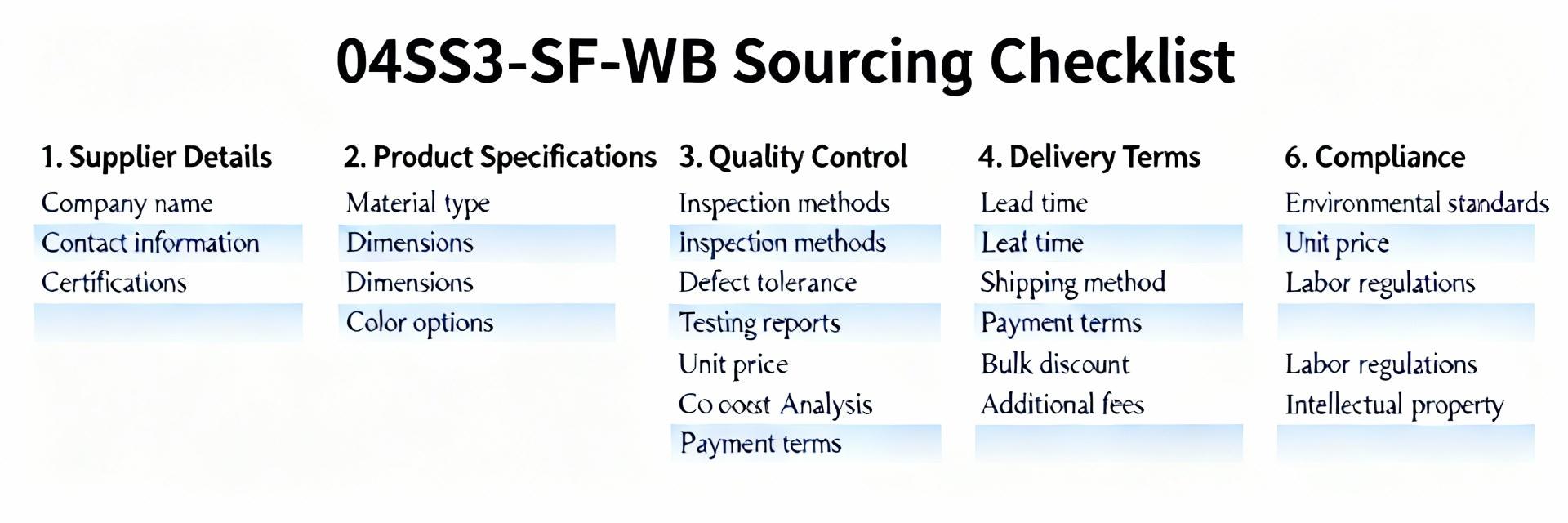
Los fusibles SMD compactos son críticos en los Módulos Reguladores de Voltaje (VRM) de alta corriente y en los rieles de alimentación de CC donde el área limitada de la placa se encuentra con requisitos de energía sustanciales. Este artículo ofrece una guía centrada en los números enfocada en la interpretación práctica del 0501015.WR, traduciendo las especificaciones de la ficha técnica en reglas de diseño, pasos de prueba y notas de PCB/ensamblaje sobre las que los diseñadores pueden actuar de inmediato. El objetivo: Guía práctica sobre la lectura de curvas de tiempo-corriente, aplicación de reducción de potencia (derating), definición de pruebas de banco y elección de reemplazos seguros con especificaciones concisas y una lista de verificación de revisión de BOM. Resumen rápido: Qué es el 0501015.WR y dónde encaja Resumen de calificaciones clave Las especificaciones principales de la ficha técnica establecen envolventes de funcionamiento seguro. La pieza es un fusible SMD 1206 de acción rápida/soplado rápido con una capacidad nominal de 15 A continuos y un máximo de 32 VCC. Su capacidad de interrupción de 150 A a 32 VCC y su construcción de cuerpo cerámico definen su masa térmica y su comportamiento de soldadura. Aplicaciones típicas Las aplicaciones típicas incluyen protección contra sobrecorriente a nivel de placa para VRM, convertidores CC-CC y rieles de batería de bajo voltaje. Los diseñadores eligen esta pieza cuando el espacio y la interrupción rápida para fallas de corta duración superan la necesidad de un comportamiento de retardo de tiempo. Análisis profundo de la ficha técnica: Especificaciones eléctricas y mecánicas Especificaciones eléctricas Las especificaciones eléctricas dictan la pérdida, el aumento térmico y el manejo de fallas. La resistencia en frío de CC de ≈0,0025 Ω implica pérdidas I·R de aproximadamente 0,056 W a 15 A. Siempre verifique su corriente de falla y la energía de paso disponible frente al I²t del fusible para garantizar una interrupción segura sin daños en la placa. Parámetro Valor Referencia visual Corriente continua 15 A Tensión nominal 32 VCC Capacidad de interrupción 150 A @ 32 VCC Resistencia en frío de CC ≈0,0025 Ω Impedancia ultrabaja Temperatura de funcionamiento −55°C a +150°C Rango industrial extendido Especificaciones mecánicas y térmicas Las especificaciones mecánicas y térmicas limitan el ensamblaje. Al utilizar la huella 1206, el cuerpo cerámico proporciona estabilidad térmica pero es quebradizo. Observe los límites de fuerza de recogida y colocación y las temperaturas pico de reflujo para evitar microfracturas. Límites de rendimiento y datos de prueba Curvas tiempo-corriente e I²t Las curvas de tiempo-corriente son la principal herramienta de diseño. Para verificar un perfil de irrupción, trace el pico y la duración en la curva: si la corriente de irrupción se encuentra a la izquierda de la curva de mantenimiento, el fusible se fundirá. Utilice los puntos de la ficha técnica para calcular el I²t requerido para fallas en el peor de los casos. Pruebas de laboratorio recomendadas Medición de resistencia en frío de CC Continuidad a corriente nominal a lo largo del tiempo Prueba de interrupción a tensión nominal Ciclado térmico y tolerancia al reflujo de soldadura Pautas de diseño y aplicación Diseño de PCB y masa térmica Minimice las áreas grandes de cobre que tocan las almohadillas a menos que se pretenda refrigerar. El exceso de masa térmica reduce el aumento de temperatura del fusible pero puede cambiar el comportamiento de fusión. Defina áreas de exclusión para arcos de falla alta. Reducción de potencia (Derating) y entorno Aplique curvas de reducción de potencia por temperatura para condiciones ambientales superiores a 25 °C. Considere la altitud y la ventilación del gabinete; la orientación del montaje puede alterar significativamente la refrigeración por convección. Resolución de problemas y lista de verificación práctica Modos de falla comunes Las fallas generalmente se deben a sobrecorriente, estrés térmico o daños en el ensamblaje. Resolución de problemas paso a paso: mida la resistencia de CC, inspeccione los filetes de soldadura y revise los registros de reflujo antes de replicar fallas en un banco con corriente controlada. Lista de verificación de selección para un reemplazo seguro ✔ Coincidir con la huella 1206 ✔ Corriente continua (15 A) ✔ Tensión nominal (32 VCC) ✔ Capacidad de interrupción (≥150 A) ✔ Característica de acción rápida ✔ Valores de resistencia de CC e I²t Resumen El 0501015.WR es un fusible SMD de alto rendimiento 1206, de 15 A y acción rápida con una clasificación de 32 VCC y una capacidad de interrupción de aproximadamente 150 A. Leer sus curvas de tiempo-corriente, verificar el I²t frente a su energía de falla y aplicar las reglas de reducción de potencia de la ficha técnica es esencial para evitar aplicaciones incorrectas. Utilice la lista de verificación proporcionada y las pruebas de banco para confirmar el comportamiento en el contexto específico de su placa. Conclusiones clave Valide la resistencia de CC (~0,0025 Ω) para estimar el calentamiento térmico. Anote las curvas de tiempo-corriente con la corriente de irrupción esperada. La masa térmica y el cobre cercano desplazan significativamente la reducción de potencia efectiva. Preguntas frecuentes ¿Qué pasos de prueba validan el rendimiento del 0501015.WR en mi banco de pruebas? + Realice la medición de la resistencia en frío de CC, confirme la continuidad a la corriente continua nominal durante la duración especificada, realice pruebas de interrupción con corrientes de falla y voltajes representativos, ejecute perfiles de sobretensión/irrupción que coincidan con la aplicación y realice inspecciones posteriores al reflujo. Criterios de aprobación: no se abre a la corriente nominal; interrupción exitosa y sin arco. ¿Cómo debo reducir la potencia (derate) del 0501015.WR para gabinetes de alta temperatura ambiente? + Utilice la curva de reducción de potencia por temperatura de la ficha técnica: reduzca la corriente continua de acuerdo con la curva para las condiciones ambientales y del gabinete observadas. Si la ficha técnica muestra un factor de reducción, aplíquelo; de lo contrario, reduzca de forma conservadora la corriente nominal en un porcentaje por cada 10 °C por encima de la línea base y vuelva a evaluar con una simulación térmica. ¿Cuáles son las comprobaciones rápidas de BOM para reemplazar un 0501015.WR de forma segura? + Coincidir con la huella del paquete (1206), corriente continua (15 A), voltaje (32 VCC), capacidad de interrupción (≥150 A), característica de fusión (rápida), temperatura de funcionamiento y resistencia de CC/I²t. Verifique la curva de tiempo-corriente y la tolerancia al reflujo del candidato; si algún parámetro es menor, el reemplazo no es seguro.
2026-01-26 12:07:50